玻璃钢电缆桥架胶槽和模头改良之后采用水冷却系统
普通电缆桥架的树脂浸渍胶槽的控制,在以往的小型制品的生产中影响并不大;
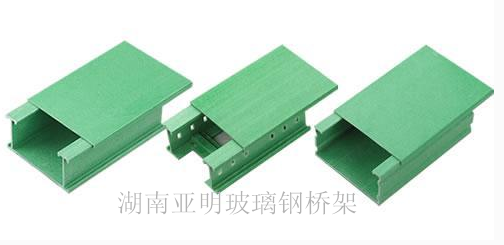
而对于玻璃钢电缆桥架产品截面积大、使用纱量陡增、所需浸胶槽尺寸巨大、贮放树脂量高达200kg,且模具大、贮存热量大、散热慢,造成模口胶液回流量大,温度高、连续生产易造成树脂胶槽树脂;存期短甚至会出现电缆桥架料槽局部凝胶或暴聚现象。为此,玻璃钢电缆桥架的胶槽及模头采用水冷却系统。
由于拉挤的大型电缆桥架制品的截面积大,但壁厚又很薄,从模具中拉出来的产品未达到一定的固化度,不具有较高的强度,易变形。
玻璃钢电缆桥架除了设备上采用加长成型区的方法,还添加了定型导辊,控制产品变形量,确保定型后的尺寸完全达到设计要求及使用要求。
而对于玻璃钢电缆桥架产品截面积大、使用纱量陡增、所需浸胶槽尺寸巨大、贮放树脂量高达200kg,且模具大、贮存热量大、散热慢,造成模口胶液回流量大,温度高、连续生产易造成树脂胶槽树脂;存期短甚至会出现电缆桥架料槽局部凝胶或暴聚现象。为此,玻璃钢电缆桥架的胶槽及模头采用水冷却系统。
由于拉挤的大型电缆桥架制品的截面积大,但壁厚又很薄,从模具中拉出来的产品未达到一定的固化度,不具有较高的强度,易变形。
玻璃钢电缆桥架除了设备上采用加长成型区的方法,还添加了定型导辊,控制产品变形量,确保定型后的尺寸完全达到设计要求及使用要求。